 那曲冲孔网
那曲冲孔网 那曲不锈钢冲孔网
那曲不锈钢冲孔网 那曲铝合金冲孔网
那曲铝合金冲孔网 那曲铝板冲孔网
那曲铝板冲孔网 那曲过滤冲孔网
那曲过滤冲孔网 那曲爬架网片
那曲爬架网片 那曲幕墙装饰冲孔网
那曲幕墙装饰冲孔网 那曲长方孔冲孔网
那曲长方孔冲孔网 那曲方孔冲孔网
那曲方孔冲孔网 那曲六角形冲孔网
那曲六角形冲孔网 那曲十字孔冲孔网
那曲十字孔冲孔网 那曲三角孔冲孔网
那曲三角孔冲孔网 那曲长圆孔冲孔网
那曲长圆孔冲孔网那曲镀锌冲孔网是大家比较认可的冲孔方式,在设备和技术上的到了大家的支持和好评,但是数控冲孔之前我们应该重点做哪些工作来为此打下基础呢?曾威镀锌那曲冲孔网厂为大家介绍,编程是数控冲孔的重要技术,镀锌冲孔网产品质量的好坏很大程度上取决于编程这个重要的环节。
不同控制系统的数控冲床其数控编程指令是不相同的。
下面介绍数控冲孔*基本的编程。
数控镀锌冲孔网编程是指将镀金零件展开成平面图,放入X、Y坐标系的第一象限,对平圆圈中的各孔系进行坐标计算的过程。
在数控冲床上进行冲孔加工的过程是:零件图→编程→程序制作→输入NC控制和:斗按启动按钮→加工数控冲孔进行冲孔网加工工艺的六个特点:1、冲孔顺序应从右上角开始,在右上角结束应从小圆开始,然后是大方孔、切角,翻边和引源等放在*后。

2、冲压宽度不要小于极厚,并且应禁止用细长模具沿横向进行冲切。
3、同样的模具不要选择两次。
4、一般不要用和缺口同样尺寸的冲模来冲缺口。
5、不要用长方形冲模按短边方向进行步冲,因为这样做冲模会因受力不平衡而滑向一边。
6、实行步冲时,送进间距应大于冲模宽度的。
曾威孔网厂有着多年生产那曲不锈钢冲孔网板的经验,无论是在生产设备上还是加工技术上都是非常先进的!在这就跟大家分享一下在加工冲孔网板的时候要注意的几点:不锈钢板热传导小、热膨胀大,所以要选用冷却却性能优良的水溶性润滑油。
在外压加工中要避免表面损伤,为防止表面缺陷及进行润滑,通常钢板表面乙烯涂层或选用润滑处理钢板。
 那曲冲孔网隔音墙
那曲冲孔网隔音墙 那曲不锈钢板冲孔网
那曲不锈钢板冲孔网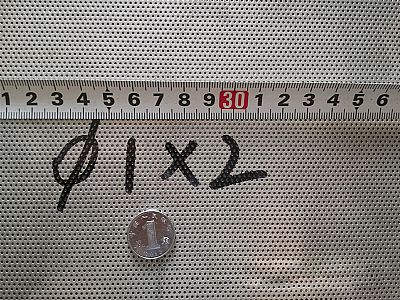 那曲微孔冲孔网
那曲微孔冲孔网 那曲卷板冲孔网
那曲卷板冲孔网 那曲长腰孔冲孔网
那曲长腰孔冲孔网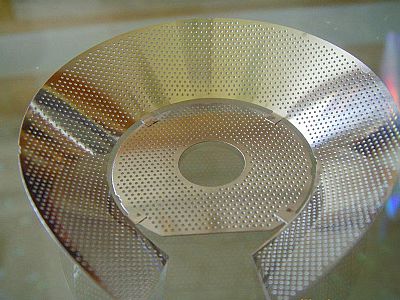 那曲不锈钢过滤冲孔网
那曲不锈钢过滤冲孔网 那曲装饰用冲孔网
那曲装饰用冲孔网 那曲防风抑尘冲孔网
那曲防风抑尘冲孔网 那曲通风冲孔网
那曲通风冲孔网 那曲装饰冲孔网
那曲装饰冲孔网 那曲隔音冲孔网
那曲隔音冲孔网 那曲冲孔网幕墙装饰
那曲冲孔网幕墙装饰24小时咨询热线:
15203386686
QQ在线咨询:
513931850
微信号:
15203386686
